Hot chamber die casting
Hot chamber die casting can be used with zinc, magnesium, and other low melting alloys using either our proprietary multi-slide or conventional tooling.
The hot chamber machine contains the melting pot, while the cold chamber melt pot is separate and the molten metal has to be ladled into the shot sleeve. With the internal mechanism, it makes the hot chamber the faster of the two processes. Other advantages of the hot chamber process include reduced porosity and longer die life from utilizing alloys that do not erode or dissolve the machine when put under heat or high pressure.
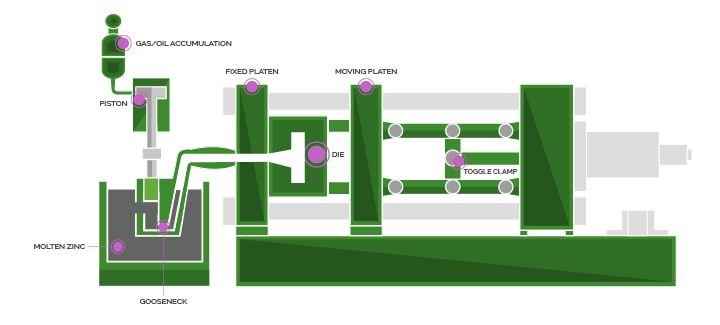
The Components of The Hot Chamber Die Casting Machine
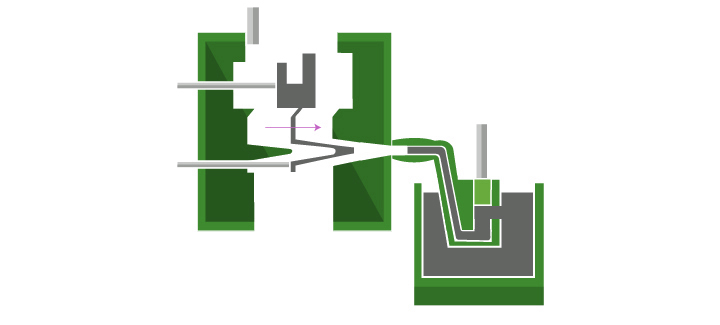
The injection mechanism of a hot chamber machine is immersed in the molten metal. The furnace is attached to the machine by a metal feed system called a gooseneck.
The die is closed and the piston rises, opening the port, allowing molten metal to fill the cylinder.
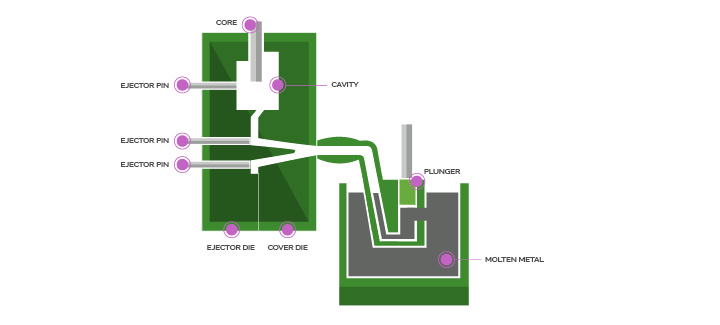
Next, the plunger seals the port, pushing the molten metal through the gooseneck and nozzle into the die cavity where it is held under pressure until it solidifies.
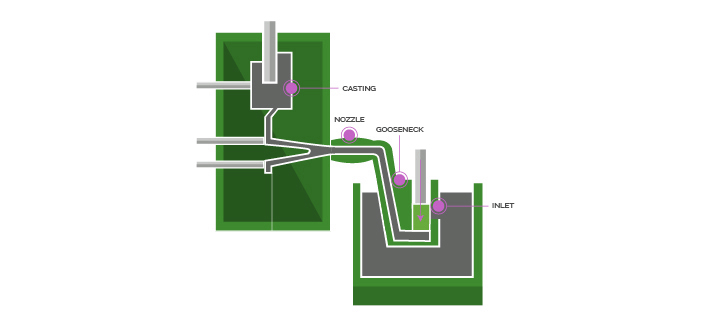
The die opens and the cores, if any, retract. The casting remains in only one die half – the ejector side. The plunger then returns, allowing residual molten metal to flow back through the nozzle and gooseneck.
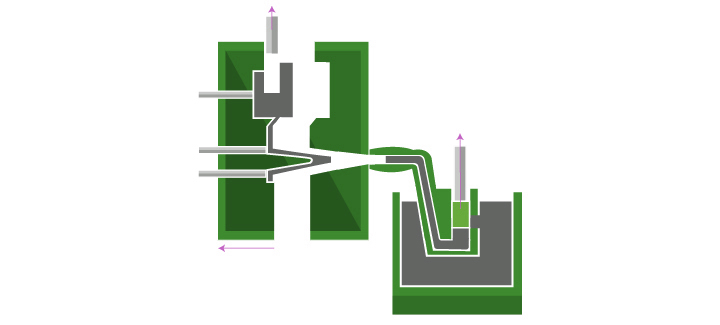
Ejector pins push the casting out of the ejector die. As the plunger uncovers the filling hole, molten metal flows through the inlet to refill the gooseneck.
Ejector pins push the casting out of the ejector half of the die and the plunger returns to its original position.
Tel : +886-3-3277676
E-mail : dynamic.y1989@pm.ebm.com.tw
Add : No. 11, Aly. 15, Ln. 65, Dinghu 2nd St., Guishan Dist., Taoyuan City 333, Taiwan (R.O.C.)
Copyright © PENG MING ENTERPRISE CO.,LTD All Rights Reserved.Designed by EBM